 See the phased production schedule.
See the phased production schedule.
| Table of contents |
| 1. INTRODUCTION 2. STUDY METHODOLOGY 3. RESOURCES 4. OVERVIEW 5. RESOURCE DEVELOPMENT 6. KAMOTO MINE 7. OPEN PITS 8. KAMOTO CONCENTRATOR 9. LUILU 10. INFRASTRUCTURE |
The Kamoto Copper Company feasibility study has been commissioned by Kinross Forrest Limited (KFL) the owner of a 75% interest in the Kamoto Joint venture. The other 25% of the Kamoto Joint venture is owned by La Générale des Carrières et des Mines (Gécamines). The feasibility study was commissioned to develop a comprehensive plan for the rehabilitation and redevelopment of the Kamoto mine and related infrastructure located near Kolwezi in the Democratic Republic of the Congo (DRC). Katanga Mining Limited (KML) holds an option to purchase one-hundred percent of Kinross Forrest Limited in the Joint Venture.
This Report was prepared for KFL by a team of companies. HATCH was responsible for developing the metallurgical /plant engineering studies including mechanical/electrical engineering; surface infrastructure and financial modelling studies. McIntosh RSV LLC, in association with Caracle Creek International Consulting Inc. were responsible for the resource and reserve studies, including mine planning, and SRK Consulting Engineers and Scientists developed the environmental, tailings and groundwater studies.
The feasibility study premise was based in part on a Pre-Feasibility study that was completed by Hatch in 2003. The feasibility study has confirmed the general concepts of a phased redevelopment, restoration of economically viable operations within a very short time and low capital costs relative to the restored production capacity.
The objectives of the feasibility study were defined as follows:
Complete a mineral resource and reserve evaluation in compliance with international standards;
Complete a mine design and mine plan to support the mineral reserve estimate;
Develop and define the production ramp up for the plant facilities in line with the mine plan;
Complete an Environmental Impact Assessment;
Define in detail the Scope of Work for the plant areas, underground and open pit mines and infrastructure, necessary to achieve the ramp up plan;
Carry out sufficient engineering to enable the project capital and operating costs to be defined;
Update and Refine the financial model developed in the Pre-Feasibility Study based on the results of the Feasibility Study.
Because of the extensive use of used equipment and the inherent issues surrounding refurbishment and replacement issues in the existing plants a slightly lower estimation accuracy is introduced when compared to a typical feasibility study. However, significant effort has gone into the study to identify and account for critical pieces of equipment in order to restore and maintain reliable operations.
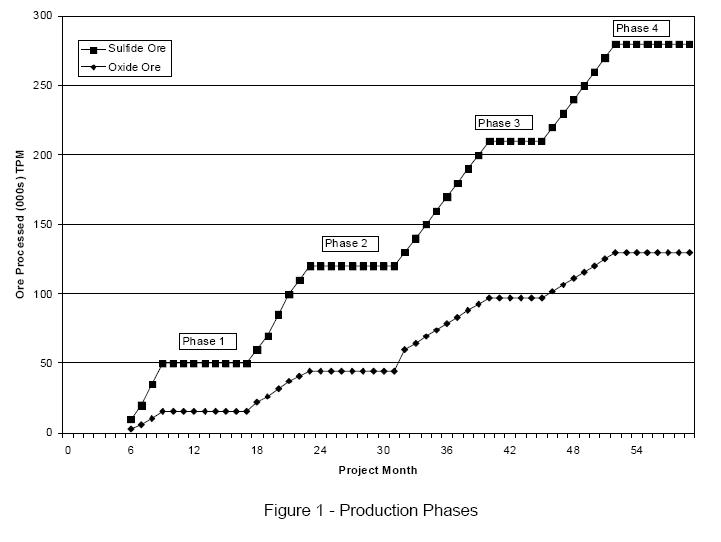
The re-establishment of operations is based on a phased approach over a four year period. This was based on an assessment of the condition of the plant sections, the capacity constraints of the facilities and the condition of the mines. From this, logical and cost effective incremental throughput steps were established. See the phased production schedule.
The production rates of phase 4 were maintained for the 20-year analysis period.
The study demonstrates that economically viable operations can be restored within a relatively short time frame. Capital costs, on a comparative basis for the restored production capacity, are very low. On an annual basis the operation becomes cash neutral in year four and cash positive in year eight.
Operating and capital costs, per pound of copper, during the project are summarized as follows: 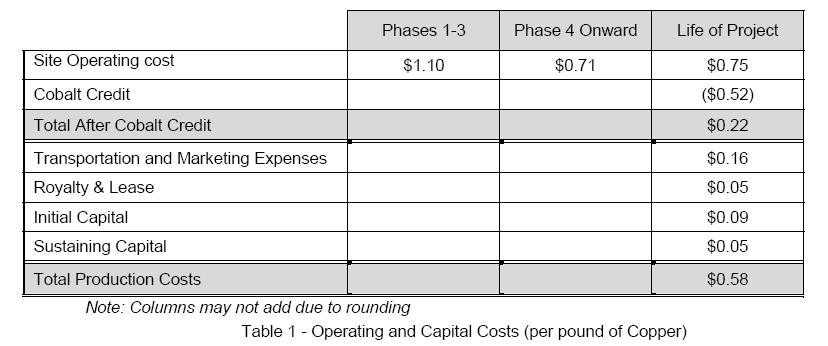 see table.
see table.
The amortised debt discounted cash flow evaluation of the KCC redevelopment project shows an IRR of 23.8% and a NPV 612 million USD using a 6% discount rate and an 8.5% debt rate  (Appendix A.1.1).
(Appendix A.1.1).
The financial base case carries the following assumptions:
Execution capital cost USD 426.7 million: Sustaining capital costs USD 231.3 million: Evaluation Period (LOM) 20 years: Copper revenue USD 1.10/lb: Cobalt revenue USD 10/lb: Total production of copper throughout LOM 2.17 millions tonnes (4 778 million lb); Total production of cobalt throughout LOM 0.113 millions tonnes (250 million lb).
The project is most sensitive to a change in copper recovery and operating costs.
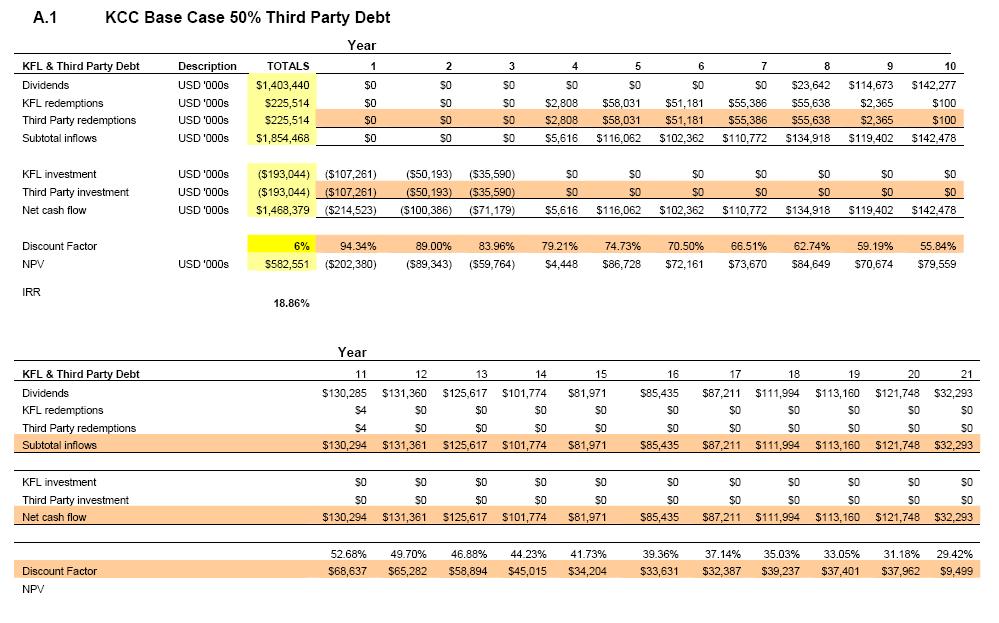 Appendix A.1 shows the KCC financial base case based on 50% third party debt.
Appendix A.1 shows the KCC financial base case based on 50% third party debt.
The Propertys mineral reserves and resources as of May 16, 2006 are as follows: 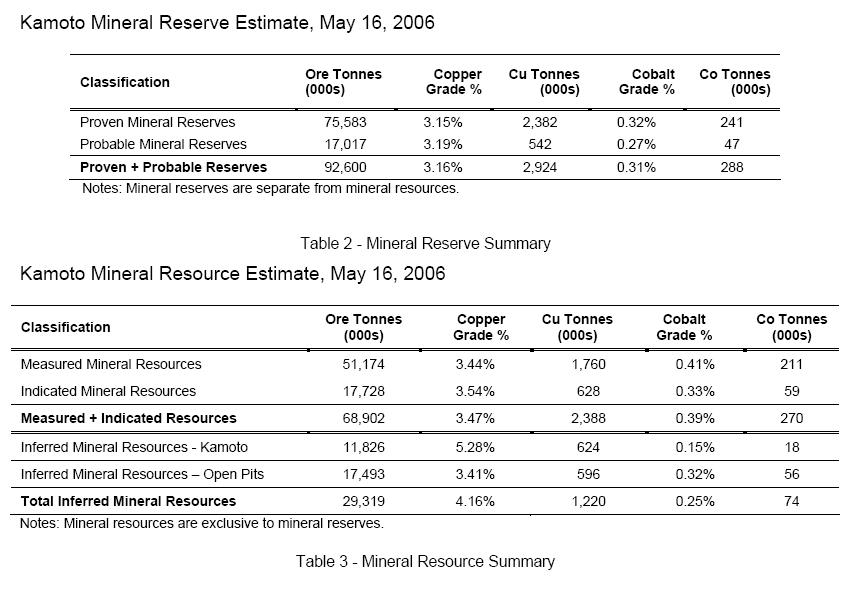 See Kamoto Mineral Reserve Estimate, May 16, 2006
See Kamoto Mineral Reserve Estimate, May 16, 2006
Corporate mining activity in Katanga began in 1906 with the formation of Union Miniere du Haut Katanga (UMHK). In 1967, following national independence the operations of UMHK were nationalized and incorporated as La Générale des Carrières et des Mines (Gécamines). At its peak, Gécamines produced about 7 percent of global copper mine production and 62 percent of global cobalt production. In 1986, Gécamines produced 476,000 tonnes of copper and 14,500 tonnes of cobalt, 63,900 tonnes of zinc, 34.3 tons of silver plus cadmium and other minor metals. The majority of this production came from the Kolwezi district. By 1995, production had fallen to 32,500 tons of copper 3,950 tons of cobalt, 4,500 tons of zinc. The decline in metal production has continued to the point that primary production in the Kolwezi area has now virtually stopped with much of the current production coming from site cleanup activities. This has been due to a number of factors including:
The political isolation of what was then Zaire in 1991 The loss of financial credit lines The lack of sustaining capital and maintenance improvements Social and political environment within the country during this period The collapse of the central portion of the Kamoto underground mine
The Kamoto underground mine is accessed by twin declines, two primary shafts and three secondary shafts. Primary access is through the declines and ore handling is through the main shaft where crushed ore is transferred directly onto a conveyor to the Kamoto concentrator. Exploration and development in the Kamoto underground area began in 1959. Underground production, which began in 1969, used a variety of large-scale techniques including cut and fill, room and pillar and sub-level caving. Production steadily increased to reach the rate of 3,000,000 tonnes per year by mid-1970. Production reached a peak in 1989 when the mine produced 3.29 million tonnes of ore. From the mines start-up in 1969 through 2005, the mine has produced a total of 59.3 million tonnes of ore at an average grade of 4.21% Copper and 0.37% Cobalt. In 1990, a major collapse in the central portion of the deposit resulted in the loss of approximately 15 million tonnes of resource. Since that time, due to the issues noted above, production from Kamoto steadily decreased to the point that production has essentially stopped.
The DIMA open pit group consists of the pits Dikuluwe, Mashamba West and Mashamba East. These pits primarily provided oxide ore to the Kamoto Concentrator (DIMA sections). The DIMA pit group operated from 1975 through 1998 during which time a total of 57.7 million tonnes of ore grading 4.96% Cu and 0.16% Co was mined. By 1998, due to the lack of funds and increasing costs, these pits were allowed to flood. No significant production has come from Musonoie-T17.
Dikuluwe Began operations in 1975 and ended in 1993. The pit produced a total of 26 million tonnes of ore at an average grade of 5.47% Copper and 0.10% Cobalt. Mashamba West Mining operations began in 1978 and ended in 1995. The pit produced a total of 21.8 million tonnes of ore at an average grade of 4.35% Copper and 0.14% Cobalt.
Mashamba East Operated from 1985 through 1988, the pit produced a total of 9.8 million tonnes of ore at an average grade of 4.96% Copper and 0.35% Cobalt. The Kamoto concentrator consists of four sections, Kamoto 1 and 2 built in 1968 and 1972 respectively and DIMA 1 and 2 built in 1981 and 1982. The Kamoto 1 and DIMA circuits were designed to process mixed ore types and Kamoto 2 was designed for sulphide ore. From 1969 through 2000, the Kamoto Concentrator processed over 126 million tonnes of ore at an average grade of 4.33% Copper and 0.28% Cobalt. In its current configuration, the Kamoto concentrator is capable of processing 7.5 million tons of ore per annum. This throughput was exceeded from 1983 through 1987 with the peak production year being 1985 when production exceeded 7.6 million tons of ore. The Luilu metallurgical plant is located approximately 6 km north of the Kamoto Concentrator. It was originally constructed in 1960. In 1972 it was expanded to its present annual capacity of 175,000 tonnes of copper and 8,000 tonnes of cobalt. The site consists of three roasters, leaching circuit and electrolytic cells for copper and cobalt production. From 1984 through 1989, production at Luilu averaged 173,000 tonnes of copper and 5,900 tonnes of cobalt. The highest production year was 1986 with 177,500 tonnes of copper and 7,800 tonnes of cobalt.
By 1996, production had fallen to an estimated 27,000 tonnes of copper and 1,200 tonnes of cobalt and has continued to decline.
A substantial resource exists within the Kamoto mine that will be the initial target of a focused drilling program once operations restart. The first identified target in this resource development program will be the southern region of Kamoto. A ten hole program has been outlined to confirm and convert the high grade Inferred Resources in this area into Measured and Indicated categories. Other under-explored areas within the mine will also be targeted for additional exploration and development in the early years with the expectation that beneficial modifications to the current mine plan will be developed as more information is gained. Finally, outside of the current mine plan area, Kamoto resource potential is still open in most directions.
A district exploration program is also planned once operations are restarted. Recognizing that no systematic exploration of the project area has been carried out since the 1980s there are several highly prospective areas that will provide high quality exploration targets. The DIMA area currently holds over 20-years of reserves therefore exploration in this area will initially be focused on enhancing and evaluating the logical expansion of the planned pits.
The remaining resource areas to be mined consist largely of flat dipping areas, with some steeply dipping areas mainly concentrated on the western and southern edges of the ore body. Most of the near vertical or vertical ore body has been mined out, and most of the development access required is pre-existing to enable extraction of the remainder of the ore body with long hole drilling.
Three mining methods will be used:
Flat dipping areas: 1. Footwall benching of all areas pre-developed on the Room and Pillar mining method; 2. Long Hole Retreat Stoping with top pillar drives. Steeply dipping areas: 1. Long Hole Retreat Stoping with top pillar drives; 2. Long Hole Retreat Stoping without top pillar drives. Near vertical or vertical areas: 1. Cut and fill mining with secondary pillar extraction.
The application of the Room and Pillar method will be limited to areas of the ore body which have been developed according to this lay out, and where the footwall benching has not yet commenced. The room and pillar mining zones are as follows:
Portions of zone 8 on the Ore Body Supérieur or Upper Ore Body (OBS). Portions of zone 5 on the OBS. Portions of zone 1 on the OBS.
The key mining activities for this method are the same as previously applied. The only change between the two methods is the application of backfill in the benched out area. Geotechnical analysis of the pillars revealed unfavourable safety factors in the slender pillar configuration after completion of the benching operation. The backfill is required to:
Provide confinement to slender pillars to assist in retaining their load bearing capability and preventing premature collapse; Reduce the volume of open stope in mined areas to minimize the probability and consequences of any pillar collapse and hanging wall caving that may occur.
 Figure 2 shows a plan view of a common block (smallest independent block which can be duplicated to form the mining lay out for the entire ore body). The key mining parameters are summarized
Figure 2 shows a plan view of a common block (smallest independent block which can be duplicated to form the mining lay out for the entire ore body). The key mining parameters are summarized 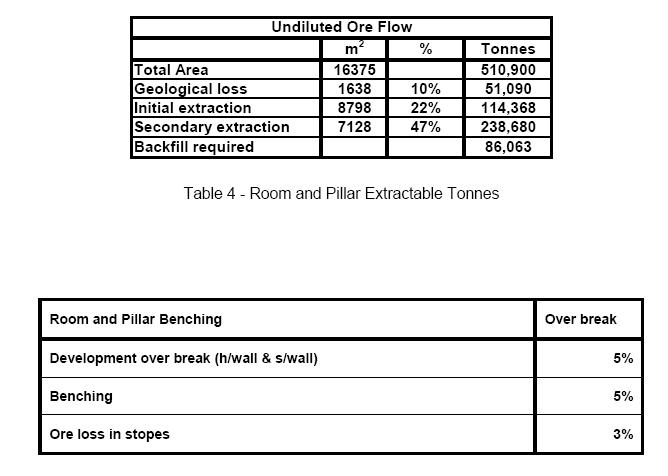 as follows:
as follows:
The  Long Hole Retreat Stoping method (LHRS) is the preferred mining method for the remainder of the Kamoto ore body. The mining method is easily adaptable to either flat dipping, steeply dipping or near vertical inclinations of the ore body, and is gaining popularity among other mines in the Copper belt region. The main advantages of the method are:
Long Hole Retreat Stoping method (LHRS) is the preferred mining method for the remainder of the Kamoto ore body. The mining method is easily adaptable to either flat dipping, steeply dipping or near vertical inclinations of the ore body, and is gaining popularity among other mines in the Copper belt region. The main advantages of the method are:
High ratio long hole drilled metres compared to more costly short hole drilled metres, to extract a given tonnage profile per month. Increased utilization of ore body through improved total extraction rate. High extraction rates possible due to concentration of mining activities. The main disadvantages of the method are: The need for backfill placement in mined out stopes and the associated binder cost. Stopes are no-entry areas, remote controlled load, haul dumpers (LHDs) required. Potential for excessive over break on hanging wall contact, thus resulting in increased dilution.
The key mining activities for this method is the same as historical mining methods. Only a relatively small portion of the remaining ore body has a vertical or near vertical inclination. The areas concerned are portions of zone 9 and division 5, which is largely pre-developed and mainly long hole drilling is required to extract the ore body.
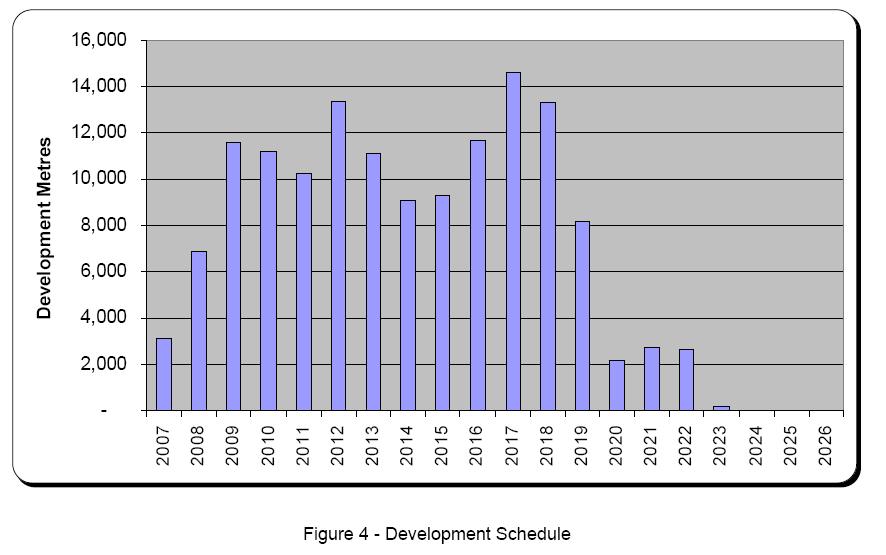 Figure 4 shows the development requirements for the evaluation period. Development is a combination of 5-meter and 4-meter drifting and production and ventilation raises.
Figure 4 shows the development requirements for the evaluation period. Development is a combination of 5-meter and 4-meter drifting and production and ventilation raises.
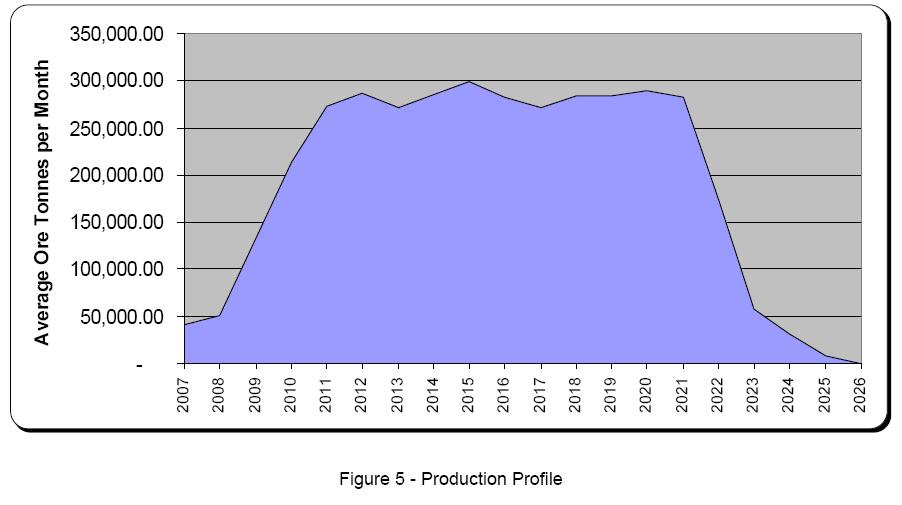 Figure 5 shows the total ore production profile for the evaluation period. This is based on the current proven and probable reserve. As noted in the exploration section of this summary, it is expected that a focused exploration program will result in the expansion of reserves beyond that indicated by the current plan.
Figure 5 shows the total ore production profile for the evaluation period. This is based on the current proven and probable reserve. As noted in the exploration section of this summary, it is expected that a focused exploration program will result in the expansion of reserves beyond that indicated by the current plan.
Dewatering of the DIMA pits will require the use of barge mounted pumps and the drilling and commissioning of a new groundwater pumping wells. It will require approximately three years to dewater Mashamba East. The Dikuluwe and Mashamba West pits will be drained over an extended period of approximately 12 years. It is assumed that six wells will be required to bring the Mashamba East pit into production. The locations of the wells will need to be finalized at the commencement of mining in accordance with the planned pit configurations.
The open pits will be mined to provide oxide ore. Production will begin in the T17 pit and will continue there for approximately three years while Mashamba East pit is being dewatered and prepared for mining. Open pit mining will also be carried out in both Mashamba West and Dikuluwe in later years. Open pit mining will be done by a contractor
.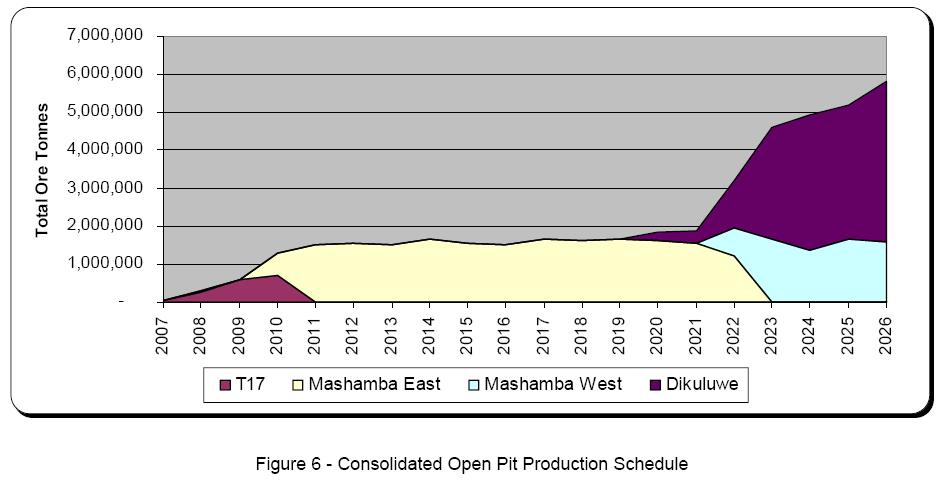 Figure 6 shows the consolidated production schedule for all the pits. It shows the increased production at end of mine life to compensate for the drop-off in underground tonnage
Figure 6 shows the consolidated production schedule for all the pits. It shows the increased production at end of mine life to compensate for the drop-off in underground tonnage
Gécamines have historically treated four types of ores at the Kamoto / DIMA concentrator using different process schemes.
Kamoto DIMA process performance was reviewed over the life of the plant. Data was weighted from the actual data given for years 1990 and 1991 based on a Concentrator production report (for 1991) that was made available. The copper recovery for the concentration capacity averaged around 86% in the 1980s rising to around 90% during the 1990s when the plant was operating at lower throughputs.
Metallurgical research was undertaken as part of the Feasibility Study aimed at identifying areas where the performance of the existing operating plant could be improved. This was considered to be potentially achievable by optimizing the process flow sheet and applying new reagents. Due to the size of the sample composites, the preliminary nature of the testwork and project timing constraints there was not a lot of scope for the implementation of results of the preliminary test work within the process design. However, testwork outcomes have validated historical production performance data such as concentrate recoveries and grades, identified recovery limits and highlighted potential for operating cost reductions in the areas of reagent consumptions. Observations were made with regard to the potential that exists to improve recoveries in the area of cobalt. Further work is recommended on some of the ores.
Tests indicated that the potential exists to achieve more recovery through finer grinding taking into account traditional mineralogical constraints such as the tendency to over-slime chalcocite in the plant autogenous grinding circuit. Copper recoveries of up to 92% were achieved at rougher concentrate grades above 21%. Additional recovery was achieved as a result of a tailings regrind, with results consistent with historical plant modifications, indicating that this circuit should be further investigated if the required regrind capital and power costs were found to be low enough to be feasible. The cleaner and re-cleaner results indicated that the target Cu grades of 31% to 44% are easily achievable.
The target copper grade specifications were met for all composites at recoveries ranging between 70% to 90% Cu for the oxide ores Testwork has indicated that the copper and cobalt recoveries are sensitive to the over dosage of sulphidiser and there are indications that the dosage of this reagent can be reduced provided that the cheaper emulsion dosage was marginally increased from the low levels quoted in the tests, which were significantly lower than the consumptions quoted in production records. Gravity separation of a copper rich concentrate was shown to reduce the reagent consumption significantly on one specific mass fraction, but more work would be required to confirm that the copper and cobalt recoveries to the combined gravity/flotation concentrate would not be affected and that the balance of oxide remaining to be floated would not consume the same mass of reagent per unit volume of slurry generated. It must be borne in mind that test work sample head grades are 32% higher than forecast for sulphide and ranging from 56% to 123% higher than forecast in the testwork.
The rehabilitation project consists essentially of equipment replacement and rehabilitation aiming at improved maintenance, productivity and reduction of operation costs. The specification for the concentrator was based on a number of documents released from site personnel. Historical Equipment Lists, Engineers inspection lists, pump schedules and HATCH questionnaires answered by the client were consolidated to generate a number of phase specific project Mechanical Equipment Lists. The primary drivers of the overall mining schedule were sulphide mining production constraints and metallurgical oxide:sulphide balance constraints. Sulphide throughput has been prescribed with oxide feed levels subsequently determined by the neutral acid balancing of the refinery solution streams. Mixed oxide / sulphide ore has been assumed to only be mined in Phase III based on the limited mining planning completed in the early part of this study. This will still require some validation. It is also assumed for the purposes of scope definition that dolomitic / mixed ore will be campaigned through the oxide circuit on a regular basis.
Oxide Mill circuit utilization will be very low in phase I and II (there will be a change to a larger 250 tph mill from a 100 tph mill in Phase III). Daily production will continue but on a single shift basis to facilitate optimum exploitation of the tailings for underground backfill purposes. Flotation residence time was not prescribed but was calculated from the operation of two 28 Cascade Mills in parallel. Mineralogical investigations were undertaken to determine the necessity of the regrinding of concentrate and whether the practice should be re-introduced. Based on the prescribed design criteria the application of dewatering thickeners to the concentrate products was not deemed to be necessary. The decision to replace or refurbish the existing flotation capacity was made on the basis of a capital cost comparison.
Some additional recovery benefit is expected to arise from the transition from smaller cells to larger cells in the later phase of the project. Significant maintenance cost benefits are also expected. An increase in Cu recovery had been measured to around 1% on similar plants that have been retrofitted with larger cells. Significant reductions in reagent consumptions have also been indicated when larger cells were introduced in previous projects.
Preliminary results would appear to indicate that the project could benefit from further detailed conclusive test work on representative (particularly T-17) composite material before concluding the level of recovery that can be expected from this ore. It is recommended that oxide tests should be considered in the future to further evaluate different emulsion component ratios and the effect of this on Rinkalore Booster to reduce NaSH, NaSiO2, Diesel and lime consumptions.
 Table 8 incorporates the best estimates of the concentrator performance based on historical production data, nominal plant specification and scout test work.
Table 8 incorporates the best estimates of the concentrator performance based on historical production data, nominal plant specification and scout test work.
The Luilu Plant is designed to recover copper and cobalt from sulphide, oxide and dolomitic concentrates produced at the Kamoto concentrator. The operation uses roasting, leaching, and precipitation circuits to produce copper and cobalt via electrowinning.
The principle of operation of the Luilu Plant is to use the acid generated by the roasting, leaching and electrowinning of copper from the sulphide concentrates to leach the oxide concentrates. Balancing the amounts of sulphide and oxide concentrates minimises the amounts of neutralizing agents or sulphuric acid needed to control the acidity of the process solutions and reduces the plant operating costs. Consequently, the proportion in which sulphide and oxide ores are mined, concentrated and presented to the refinery is a key process parameter.
Process flowsheets, process design criteria and mass balances were developed for the plant, based on available historical information and in-house knowledge. The major change compared to historical operation is the implementation of a process control system which constantly monitors the process conditions in the plant. It is expected that this change, if correctly implemented, will positively impact overall metal recovery and product quality. Therefore, it is strongly recommended that after the Luilu Plant has reached stable operation after phase 1 plant start-up, a detailed process review is performed to verify plant operation based on the developed process design criteria and mass balance and update the design if required.
The process environmental issues are limited to the roaster off gas system and tailings removal. The existing roasters are equipped with tail gas scrubbers, however it is unlikely that the sulphur removal efficiency of these scrubbers meets the applicable environmental legislative requirements. A dual-alkali off-gas scrubbing system is included for the newly installed roasters (during Phase 2 and 3). The off gas handling problem is therefore limited to Phase 1, when the existing roaster with tail gas scrubbers is in operation.
The current Luilu plant design assumes that all waste streams generated in the process are disposed off in the tailings dam with no water recycle to the plant. Incorrect handling and monitoring of the tailings disposal area could result in downstream handling problems.
Due to the need to balance the ratio between the oxide and the sulphide concentrate feeds, it is important that the roaster operation is reliable and the mine is able to produce the required ore ratios. The reliability of the existing roaster poses the main process risk for the refinery in Phase 1 due to its poor condition. A new roasters cannot be installed prior to Phase 2 due to the long lead time required.
 Table 9 identifies the key design parameters for the plant. Copper and cobalt will be recovered by electrowinning and sold in the form of copper cathode and cobalt broken cathodes (chips).
Table 9 identifies the key design parameters for the plant. Copper and cobalt will be recovered by electrowinning and sold in the form of copper cathode and cobalt broken cathodes (chips).
Upon completion of the simulations, the mass balance was frozen to allow engineering to commence. This mine plan was adjusted later in the project, resulting in altered production numbers for the operating cost estimate.
The control philosophy is designed to provide the safe and effective control of the process and equipment. It provides a simple integrated display of the process operating status and provides for safe interlocking of processes.
Total Recovery
The feasibility study utilized the 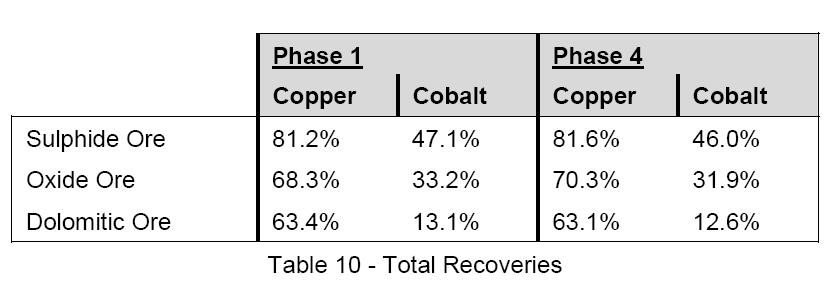 following total recoveries for the economic analysis.
following total recoveries for the economic analysis.
A total of 303MVA is available to the Kolwezi area. Current consumption is in the region of 80MVA as measured at Substation West, the main transmission substation near Kolwezi.
Power transmission around the mine site is via 110kV lines while distribution is via both 15kV and 6.6kV power lines.
The maximum demand for the final phase of the KCC project, mining and process included, is 145MVA. Ramp ups are shown in the following figures. This is lower than the installed capacity of 240MVA. With the installed equipment a firm supply of 120MVA is available at the concentrator and Luilu.
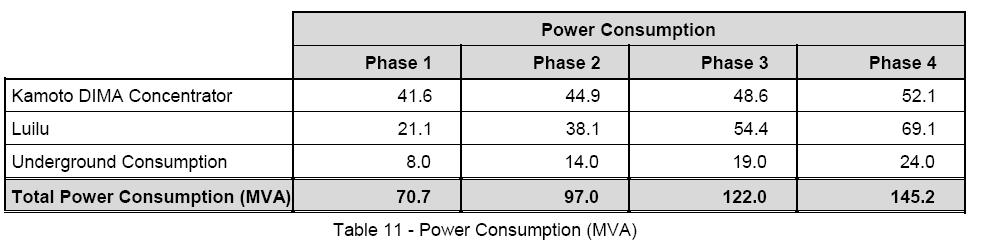 Table 41 shows the installed power for the different phases. A diversity factor of 80% was used based on inputs from the various other disciplines and on equipment lists.
Table 41 shows the installed power for the different phases. A diversity factor of 80% was used based on inputs from the various other disciplines and on equipment lists.
For the concentrator and Luilu the majority of equipment will be installed in the first two phases. This is because most auxiliaries need to run irrespective of production throughput. The figure also includes small power and lighting, ventilation and compressed air.
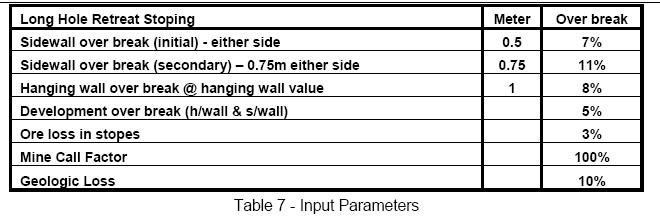 See input parameters
See input parameters